ժҪ:���˽�Q�a������y�����u݆����Ӌ��ɰ���y�}�����õ�Ч��e����׃�MҺ�ס���Һ���Π��ԭ�Мu݆����Ӌ�Cе�Y���M�Ѓ����OӋ��Ԕ����B�˷�ɰ���b�õĽY��������ԭ������ɰ���u݆����Ӌ�ļ��gָ�˼��҃�У�ʽY�����F��ԇ�������^ԭ�Ђ��y�u݆����Ӌ����ɰ���u݆����Ӌ�����@���p��ɰ���ʣ���Ч��߮a������y���ɹ��ʡ�
0����
����Ŀǰ���^�h���迹��ˮ�x��Ҫ���F��ˮ�������yԇ����ˮ����늌����y���������yԇ��Ҫ���Üu݆����Ӌ�����u݆����Ӌ��ԭ���ͽY���Q������һ����ȱ�c,�����~݆�����D�Ӳ������c�u݆����Ӌ���|���w�е��s�|���������~݆ɰ���塣ͨ�^�yӋ�������;���ɰ����������Ƭ���u݆֧���c�~݆�g϶С���Fм�����ɰ������Ҫԭ����ԭ�y����˾��ע�뾮�еĜu݆����Ӌ��䓰��b������,��Qɰ��ȡ���^��Ч����;���������¿��u݆����Ӌ���������u݆����Ӌ���k����Q�a����ɰ����,��δ�ҵ������đ����īI����c����̎���_�l�к��ڣ������ľ����ڳ�ɰ�������F��ͨ�^�yӋ���ڲ�����Sɰ��ռ��70%,���Ѓx������ԭ��;��r��ɵ�ɰ��ռ��94%���u݆����Ӌ���Fɰ�����t�õ��ĮaҺ������,�o������|���T�ṩ�挍�ʴ_�ĭh�՜yԇ�Y�ϣ��_����ָ�������_�l���a��Ŀ�ġ����˽���ɰ����,ͨ.�^�Cе��:�����k�����F���
1��ɰ���u݆����Ӌ�Y������ɰ������ԭ��
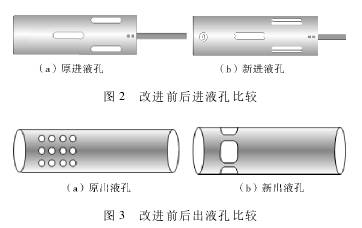
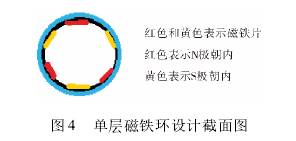
������ɰ���u݆����Ӌ�Y����D1��ʾ����Ҫ�ɜu݆����Ӌ���Y���Һ�ס��u݆����Ӌ���b�̽ӡ���ܡ�����_�ۡ����Ĺܡ��L�l��(�N��\�Ӳ�7)������Ͳ���MҺ�ס���̶ܹ��Nᔡ���ˮ���������bͲ�M�ɡ����õ�Ч�淨,���MҺ��һ�֞�����Ğ錒2mm�ľ����MҺ�ף���Q���MҺ���M����L��Ƭ���Ƭ��ɵ�ɰ������D2��ʾ����ԭ��3�����͵ij�Һ�Ğ�ֱ��4mm����Р�ĺY�ף���Q�x�����¾��^���Џij�Һ���M��x�����L��Ƭ����Ƭ��ɵ�ɰ������D3��ʾ��
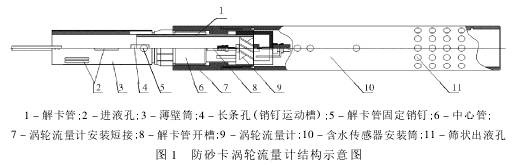
�������u݆֧�܃ȏ��U��,��ܵăȱڳ䮔�u݆�ăȱ�,���ͨ�^�̶��Nᔹ̶��ڱ���Ͳ��,ͨ�^�_�Ղ㣬����Ͳ���ӽ�����L�l�������\�ӣ�����ڽ���_������ͨ�^�u݆���ɵ�֧��,���Ղ���^���Ќ��F�u݆���ɵ�֧�܃ȱ��c�~݆֮�g�Ŀ��g���Ķ����F���ȳ�ɰ��������С��Ƭ���u݆֧���c�~݆�g϶С��ɵ�ɰ���Ľ��
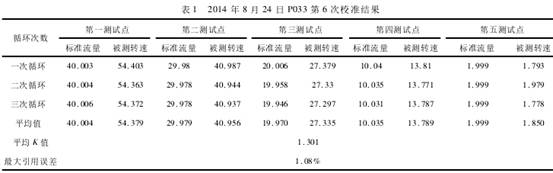
�����ڽ�ܵ˰��b���,��D4��ʾ,�������w���Fм���P�ۣ���Q�u݆�~Ƭ��������Fм��ɵ�ɰ����
2��Ҫ���gָ��
����20m3�u݆����Ӌ����������S�`���3%����������1m3/d��֧�܃�ǻֱ����13��80mm�U���17��76mm������L18��90mm���⏽��17��00mm���ȏ���13��80mm��
����40m3�u݆����Ӌ����������S�`���3%����������2m3/d��֧�܃�ǻֱ����17��76mm�U���20��00mm������L18��90mm���⏽��19��30mm���ȏ���17��76mm��
�������픶�ÿ120�����ֲ��L16��1mm����2mm�ۿp�������L24��6mm����2mm����ܵ˵��N��߹̶��ی�4mm���L10mm
3�҃�У��
����������C������,�����҃�У�ʌ��F���C�ӽM�b2֧��̖HK-ZS-40�x��,��̖��P033��P032,2֧HK-ZS-20�x������̖��K001��K018,�M���҃�����У�ʡ�У�ʽ��|:�ԁ�ˮ����2014��5��13�յ�2014��9��20��,�Ⱥ�У���迹�x40��Ρ�
3.1�P�ڽ�ܡ��MҺ�ס���Һ����ɵ�Ħ���;ֲ��U��(�sС)�����pʧ��Kֵ�_��
����Kֵ��x������,�����B�£��u݆�D��ֻ�����w�����ڜu݆�����������H�y���r,�������w�����ڜu݆�����⣬�u݆߀�ܵ����w��ճ��Ħ�������u݆���ؼ��u݆�S���D�ӵ�Ħ���������w���M��u݆�M����ľֲ��������x�����������u�r�u݆�~Ƭ��������r���䶨�xʽ��:
K=��/2��(1)
����ʽ(1)��,K��x������,r/(m3?s);�Ξ�����ϵ������/m3��
�����x���������������x�dž�λ�r�g�Ȇ�λ�w�e�����w���^�u݆�r,�u݆�D��Ȧ�����ăx�������Ķ��xʽ��֪,Kֵ���������������Ȝu݆��ƽ���D�٣�Ҫ������ڵ���1��KֵԽ�t�u݆�D��Խ�죬��������ԽС����˽�ܡ��MҺ�ס���Һ����ɵľֲ��U�����pʧ������Kֵ������ͨ�^У�ʣ���(2)ʽ����С���˷��Ϳ���Ãx������Kֵ��
N=K(Q-q)(2)
����ʽ(2)�У�N��u݆�D���D��,r/s;Q��������m3/d;q�醢��������m3/d.
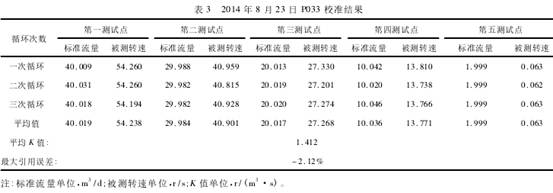
������1��2014��8��24��P033��6��У�ʽY��������У��ƽ��Kֵ1.301r/(m3?s),����1.0r/(m3?s),ͬ�r��������`���1.08%��С��������S�`��3%����������2m2/d�r��ƽ���D��1.850r/s,���P033У�ʺϸ�ͬ��,P032��K001��K018�Ⱥ�У�ʺϸ���ˣ��چ���������������S�`��ϸ��ǰ����,Kֵ���ڵ���1,Kֵ�����u�r��ܡ��MҺ�ס���Һ����ɵľֲ������pʧ��
ע:�˜�������λ��m3/d;���y�D�ن�λ,r/s;Kֵ��λ��r/(m2?s)��
3.2�_���u݆�~Ƭ�D�ӵij��m�r�g
�����u݆�~Ƭ���D�ӵij��m�r�g��ָ�u݆�{ԇ�ú���һ���������£��u݆�~Ƭ���D���_ʼ��ֹͣ�ĕr�g���ɱ�2��֪,P032��1��У�ʕr����b��ĩ�˛]�а��b��䓣��u݆�{ԇ�Y�����m�r�g19s,��������`��3.012%���ϸ�������2m3/d�r��ƽ���D�ٞ�0.943r/s,�u݆�mȻ�]���D��,���ѽӽ��D�ӡ�P032��2��У�ʕr����b��ĩ�˛]�а��b��䓣��u݆�{ԇ�Y�����m�r�g20s,��������`��2.856%�ϸ�������2m3/d�r,�u݆�D��,ƽ���D�ٞ�1.867r/s��K001��1��У�ʕr����b��ĩ�˛]�а��b��䓣��u݆�{ԇ�Y�����m�r�g30s,��������`��2.458%�ϸ�������1m3/d�r���u݆�D�ӣ�ƽ���D.�ٞ�2.245r/s��P032��K001��У�ʽY���������چ��������r���u݆�~Ƭ�D�ӵij��m�r�g���^20s,�Ϳ��Ա��C������������������`��ϸ�����ߜu݆����ӋУ�ʾ��ȣ�Ӳ��Ҏ�����˱��C�����������u݆�~Ƭ�D�ӵij��m�r�g��30s��
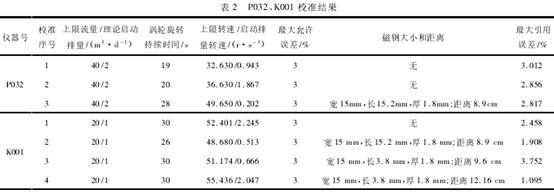
3.3���λ�úʹ�С�Ĵ_��
�����ɱ�2��֪,��b��ĩ��ճ�N��15mm���L15.2mm����1.8mm�Ļ��δ��,���b���x�u݆����Ӌ���8.9cm�r,P032��3�Μu݆�~Ƭ�D�ӳ��m�r�g28s,40m3/dƽ���D��49.650r/s;ͬ�ӵĴ�䓴�С�Ͱ��b���x��K001��2���{ԇ�u݆,�~݆�D�ӳ��m�r�g26s,��������`��1.908%�ϸ�������1m3/d�r,ƽ���D��0.513r/s,���ϸ�K001��3�Σ���b��ĩ��ճ�N��15mm���L3.8mm����1.8mm�Ļ��δ�䓣����b���x�u݆����Ӌ���9.6cm,�u݆�]���{ԇ���m�r�g30s,��У�ʽY����������`��3.752%���ϸ�������1m3/d�]�І��ӣ�ƽ���D��0.666r/s���ϸ�K001��4�Σ������{ԇ�u݆�����m�r�g30s,ͬ�r����15mm���L3.8mm����1.8mm�Ļ��δ��,���x�u݆����Ӌ��䓵ľ��x�{����12.16cm,��������`��1.095%����������1m3/d����,ƽ���D��2.587������K�_�����δ�䓌�15mm���L3.8mm����1.8mm,���x�u݆����Ӌ��䓵ľ��x��12.16cm���˕r������Ӌ���������r���u݆�~Ƭ�D�ӡ�
3.4���Ĺܡ���b�ò��|�_��
��������b���¶˻��δ��ȥ�����������{ԇ�u݆���Y��Ҋ��3���u݆�{ԇ�Y�����m�r�g35s,�mȻ�`��-2.12%�ϸ���������2m3/d�ԛ]�І��ӡ����ȥ����߀��ʲôԭ����?2014��8��24�ՙz�ްl�F,���Ĺܡ���b�ñ��Ż���׃���дň�Ӱ표u݆����Ӌ�������������Q���Ĺܱ���Ͳ����У��,�؏�У��13��,�`���քe��1.38%��1.474%��1.143%��1.166%��1.247%��1.082%��1.640%��1.709%��1.313%��1.26%��1.227%��1.114%,Kֵ��1.29���ҡ��ĽY����֪,�x��P033���ԡ������ԡ��؏������á��������Ĺܡ���b�ñ�횞鲻���Ų��ϡ�
4�F������
������ɰ���u݆����Ӌ�����꠳ɹ��370���Σ��F����yԇ����Ҋ�D5�����yԇ�r���u݆�~Ƭ�D����������s��20s���ң��������w���M���s�|�������������w�㡣ͨ�^�x����о����Ղ㣬��s15s�����_�㣬һо������늜yԇ���u݆�~Ƭͨ�^˲�g�_�Ղ㣬�U�����~݆�c�u݆���w֮�g�Ŀ��g���s�|ͨ�^�u݆�~Ƭ���D���������������Կ���,�ڽǰ�ͽ��,�u݆���D--�£�����15m3/d���ң����ҽǰ��_��һ�£��u݆����Ӌ��b����Ч��Q�����;���ɰ����Ƭ���g϶С��ɵ�ɰ����ɰ������ԭ�ȵ�70%���͵�30%�����F�ˮaҺ���������ʴ_�yԇ��
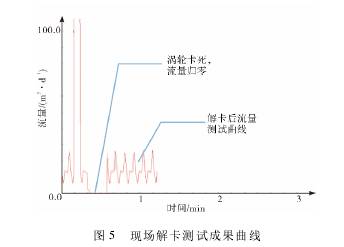
�����ڬF�������аl�F����䓹̶�����AB�zЧ�������룬��һ���о���ô�̶���䓣��ň��Ĵ�С��ô�_������Q�u݆��������Fм��ɵ�ɰ����
5�YՓ
1)Kֵ���Ժ�����b�á��MҺ�ס���Һ�ס����δ����ɵ�Ħ���;ֲ������pʧ;
2)�ڽ�b��ĩ��ճ�N��15mm���L3.8mm����1.8mm�Ļ��δ�䓣����x�u݆����Ӌ��䓵ľ��x��12.16cm�r,�ڜu݆����Ӌ��������������ɲ�����;
3)���Ĺܡ���b�ñ���Dz����Ų���,��t�����������܆���;
4)��䓹̶�����AB�zЧ�������룬��һ���о��ň��Ĵ�С�ʹ�䓹̶���ʽ��
���σ���Դ�ھW�j�������֙�ϵ���h��!